
Idioma
Máquina de Fabricação de Guia de Elevador
Máquina de Fabricação de Guia de Elevador
Feb 02, 2024
As máquinas de fabricação de trilhos de guia de elevador são usadas para produzir os trilhos de guia usados nos sistemas de elevadores. Os trilhos de guia atuam como pistas para guiar precisamente o carro do elevador para cima e para baixo no poço.
Detalhes Principais da Máquina de Fabricação de Trilhos de Guia de Elevador
- Tipo de equipamento: Máquina de conformação de rolos
- Materiais: Bobinas de aço
- Métodos de formação: Conformação de rolos
- Saídas: Trilhos metálicos formados
- Aplicações industriais: Sistemas de elevadores, sistemas de manuseio de materiais
Guia da Máquina de Fabricação de Trilhos de Guia de Elevador
| Tipo | Descrição |
|---|---|
| Máquina de conformação de rolos | Forma continuamente bobinas de metal em perfis de trilhos personalizados, dobrando progressivamente a chapa por meio de uma série de matrizes de rolos |
| Desenrolador | Alimenta a tira da bobina de metal no formador de rolos |
| Tesouras de pré-corte | Apara as chapas na largura da bobina necessária antes da conformação |
| Suportes de conformação de rolos | Sucessivos suportes com matrizes de rolos para dobrar incrementalmente a tira de metal |
| Tesouras de pós-corte | Corta os trilhos formados nos comprimentos necessários |
| Equipamento de apoio | Controle PLC, hidráulica, caixas de engrenagens, instrumentos |

Máquina de fabricação de trilho guia de elevador 12
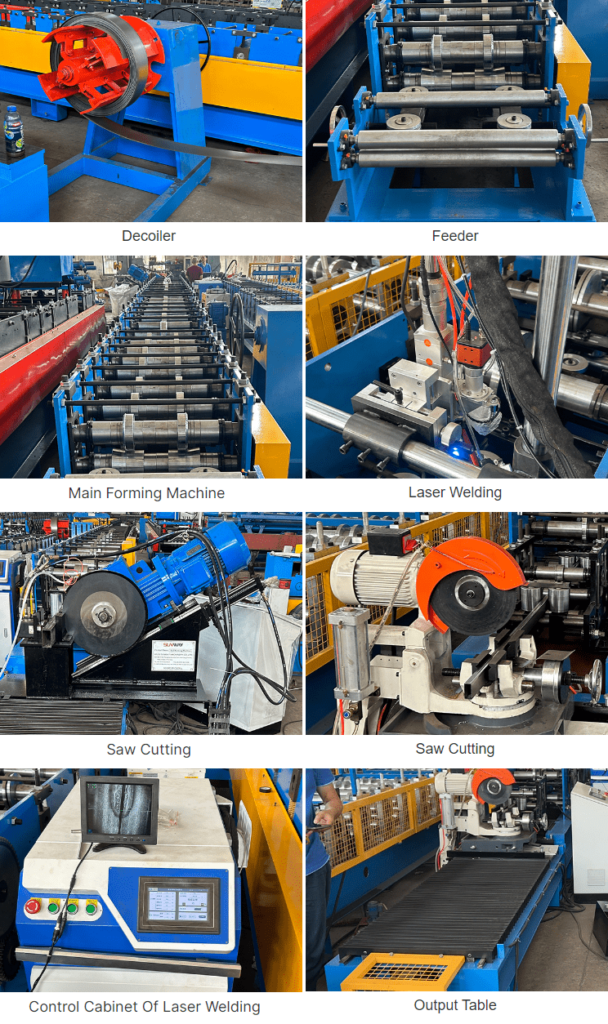
Processo de trabalho da máquina de fabricação de trilho guia de elevador
A máquina de fabricação de trilho guia do elevador funciona por processo de conformação contínua. A matéria-prima de entrada é bobina de aço carregada em um desenrolador. A bobina passa por tesouras de pré-corte onde é aparada para a largura especificada necessária para o perfil do trilho.
A tira de metal aparada então passa por matrizes de rolos sucessivas montadas em suportes de formação. Cada conjunto de rolos dobra progressivamente a chapa incrementalmente para formar gradualmente a configuração desejada do trilho.
O perfil do trilho totalmente formado sai do último conjunto de rolos e é cortado em comprimentos desejados por tesouras de pós-formação. Os trilhos cortados acabados são coletados nas mesas de saída.
Parâmetros
| Parâmetro | Detalhes |
|---|---|
| Material | Aço de baixo carbono, aço inoxidável, bobinas de aço galvanizado |
| Espessura | 1-3 mm tipicamente |
| Largura | 50-100 mm tipicamente |
| Comprimento | Até 6000 mm |
| Velocidade | 10-15 m/min |
| Tolerâncias | +/- 0.02 mm |
| Acabamento de superfície | <0.5 mícrons |
Alimentação de material
- • Desbobinador acomoda bobinas de até 5 mt
- • Desbobinador equipado com rolos de alimentação de precisão
- • A largura é aparada por tesouras pré-cortadas antes da formação
- • A bobina é alimentada continuamente a uma velocidade constante nos suportes de formação de rolos
Formação de perfil
- • Gradualmente formado por um conjunto de rolos dobrando a chapa incrementalmente
- • 6-8 suportes de formação ajustáveis com rolos intercambiáveis
- • Os rolos têm sulcos usinados para impartir forma de perfil
- • Roletes inferiores acionados por motores e acionamentos engrenados
- • Roletes superiores livres e ajustáveis por cilindro hidráulico
Design de Perfil
- • O software de design de passagem de rolo calcula a geometria correta do sulco do rolo
- • A simulação de passagem de rolo valida a forma através dos suportes de formação
- • Design otimizado para tipo de material e configuração desejada dos trilhos
- • Rolos usinados em CNC a partir de aço D2 para dureza e durabilidade
Corte de Comprimento
- Realizado por uma máquina de corte robusta pós-formação
- Cortador de serviço pesado com lâminas endurecidas corta os trilhos formados
- Medição de comprimento por codificador rotativo de precisão
- Tolerância de comprimento +/- 0,5 mm
- Faixa de comprimento de 500 mm a 6000 mm
Personalização
- Roldanas projetadas e produzidas para dimensões personalizadas dos trilhos
- Troca de rolo em 24 horas permite prototipagem rápida
- Simulação de perfil valida a forma do trilho antes da usinagem dos rolos
- • Suporte ao desenvolvimento de produtos para aplicações únicas
Fornecedores e Faixa de Preços
| Fabricante | Localização | Faixa de Preço |
|---|---|---|
| Machine Mfg Ltd | China | $100,000 - $150,000 |
| Formmasters Inc | Europa | $200,000 - $250,000 |
| Equipamentos Rolantes | Índia | $125,000 - $175,000 |
Requisitos de Instalação
| Parâmetro | Detalhes |
|---|---|
| Localização | Piso da loja interna |
| Energia | Conexão de 25-30 kW |
| Voltagem | 380-440 V AC 3 fases |
| Ar Comprimido | Pressão - 6 bar |
| Volume - 10 CFM | |
| Estrutura de Base | Piso de Concreto de Suporte de Carga |
| Iluminação | Intensidade de 500 lux |
| Controle de Clima | Temperatura Ambiente 15-35°C |
| Umidade: 20%-60% RH |
-
Máquina Formadora de Terminal de Extremidade de Guardrail da Rodovia

-
Máquina Formadora de Poste U/C da Rodovia

-
Máquina Formadora de Guardrail de Rodovia de 2 Ondas

-
Máquina Formadora de Guardrail de Rodovia de 3 Ondas

-
Formação de Estrutura de Armário Elétrico

-
Máquina Formadora de Purlin Sigma Auto Ajustável em Tamanho

-
Máquina Formadora de Purlin C Z Auto Ajustável em Tamanho

-
Máquina Formadora de Purlin Z Auto Ajustável em Tamanho

-
Máquina Formadora de Purlin C U Auto Ajustável em Tamanho










Operação
- • Mínimo de 3 operadores por turno
- • Um operador no desenrolador e alimentação
- • Um operador para gerenciar ferramentas de rolo
- • Um operador na estação de corte pós-formação
- • Painel PLC centralizado para controlar parâmetros
- • Tela sensível ao toque HMI para monitoramento e registro de dados
Manutenção
| Tarefa | Frequência | Método |
|---|---|---|
| Inspeção de rolo | Diariamente | Inspeção visual para danos ou desgaste |
| Lubrificação do rolo | Semanalmente | Untar todos os rolamentos |
| Óleo hidráulico | Mensalmente | Verificar o nível e completar |
| Anualmente | Substituir óleo | |
| Peças de reposição | Conforme necessário | Rolo sobressalente, lâminas, sensores, motores recomendados |
| Recalibração do rolo | A cada 2 anos | Reafiação das ranhuras do rolo se o desgaste exceder 0,15mm |
Escolhendo Fornecedor
| Parâmetro | Importância |
|---|---|
| Experiência | Alto |
| Experiência em design de rolos | Alto |
| Qualidade de construção | Alto |
| Qualidade dos rolos | Alto |
| Precisão de formação | Alto |
| Taxa de produção | Médio |
| Nível de automação | Médio |
| Suporte de serviço | Alto |
| Tempo de entrega | Baixo |
| Preço | Baixo |
Prós e contras
| Prós | Contras |
|---|---|
| Processo de formação contínuo e eficiente | Alto investimento inicial em ferramentas |
| Configuração rápida entre lotes | Requer base de apoio pesada |
| Layout compacto em comparação com prensas dobradeiras | Capacidade limitada de espessura e largura |
| Controle de tolerância consistente | Manutenção regular necessária |
| Adaptável a perfis personalizados | Danos nos rolos podem interromper a produção |
Vantagens sobre freios de prensa
- • Sem marcação ou arranhões na chapa a partir de matrizes
- • Maior taxa de produção para produção em massa
- • Menor custo de ferramentas por peça
- • Ação de formação contínua versus flexão cíclica
- • Propriedades de material uniformes ao longo do comprimento
Limitações Vs Prensas Dobradoras
- • Maior custo inicial de ferramentas
- • Capacidade de espessura limitada
- • Não pode formar formas complexas em 3D
- • Formação difícil de certas formas assimétricas
- • Maior tempo de espera para ferramentas
Máquina de Fabricação de Trilhos de Guia de Elevador 13
Aplicações Típicas
- • Trilhos guia de elevador
- Trilhos de gaveta, vias deslizantes
- Trilhos laterais do transportador
- Trilhos de roda de guindaste
- Paletes de estacionamento automático
- Trilhos de movimentação de materiais
- Racks de armazenamento industrial
FAQ
Q: Que espessura de aço essas máquinas podem manusear?
A: Tipicamente é possível de 1 mm a 3 mm de espessura. A capacidade máxima chega até 4 mm em graus de aço.
Q: Qual é a taxa de produção?
A: A velocidade linear padrão é de 10 a 15 metros por minuto. Algumas máquinas de alta velocidade alcançam uma taxa de produção de até 30 m/min.
Q: Que comprimento de trilhos pode ser produzido?
A: A capacidade de comprimento padrão é de 6 metros. Máquinas personalizadas podem produzir trilhos de até 12 metros.
Q: Que precisão e qualidade de superfície são possíveis?
A: Peças formadas por laminação podem atingir tolerâncias de +/- 0,02 mm e acabamento superficial em torno de 0,5 mícrons.
Q: Que suporte pós-venda é fornecido?
A: Ajuda na instalação e comissionamento, treinamento de operadores, garantia nas peças, serviço de campo para reparos e suporte técnico por telefone/email.


Postagens Recentes

26 de outubro de 2016
O Empreiteiro de Engenharia Mais Bem-sucedidoEntre em contato conosco para obter a cotação mais recente
Entre em contato conosco para obter a cotação mais recente. Você se verá trabalhando em uma verdadeira parceria que resulta em uma experiência incrível e um produto final que é o melhor.


Contacte-nos
Informações do Produto
Quantidade
Unidade
Peça
Apoiar a encomenda de amostras, personalização, venda por grosso direta e pagamento completo. Se o produto que procura não tiver conteúdo personalizado correspondente, preencha o formulário abaixo para nos contactar e responderemos o mais breve possível.