
Idioma
Máquina de Fabricação de Perfil HAT
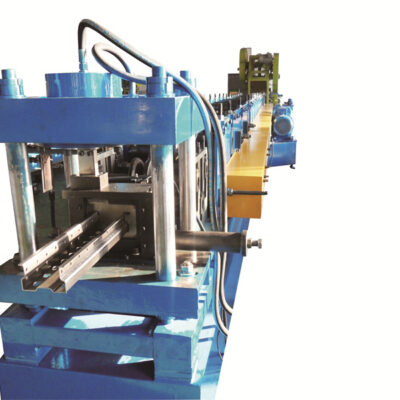
Máquina de Fabricação de Perfil HAT
Jan 24, 2024
Uma máquina perfiladora de chapéu é usada para formar chapa metálica em perfis de canal em forma de chapéu com uma aba larga de um lado. Este equipamento versátil de conformação de rolos é ideal para fabricar canais estruturais, montantes, canais de guia e outros perfis personalizados com até 8 polegadas de largura.
As máquinas de fabricação de perfil HAT passam bobinas de metal a frio por uma série de matrizes progressivas para dobrar gradualmente o material no perfil de chapéu desejado com uma aba central plana e abas em ambos os lados. Uma aba é tipicamente mais larga para facilitar as conexões. Esses perfis de canal de chapéu são mais leves e mais rígidos do que os canais em U, permitindo vãos mais longos para telhados, paredes e estruturas de suporte.
Processo de Trabalho da Máquina de Fabricação de Perfil de CHAPÉU
A linha de produção do perfil HAT forma bobinas de chapa metálica por meio de uma série de suportes de rolos contendo rolos moldados. A tira de metal pré-cortada entra em um endireitador/alimentador para remover o conjunto da bobina e, em seguida, alimenta os rolos de formação inicial que iniciam o processo de dobragem. Após passar por vários suportes, a chapa atinge a forma final do canal do chapéu. Operações de acabamento como corte seguem para criar comprimentos especificados.
Etapas-chave:
- \ Desenrolador de bobina: Bobinas de chapa carregadas em um desenrolador que alimenta metal na linha
- \ Alimentador e Endireitador: Remove a configuração da bobina e guia a chapa nos primeiros rolos
- \ Formando Suportes: Dobre a chapa em estágios progressivos em perfil de chapéu
- \ Corte: Cortar em comprimentos por serra, tesoura ou punção
- \ Contagem: Medir comprimentos para padronização
- \ Marcação: Impressões a jato de tinta de informações de identificação como número do pedido, comprimento, data
- \ Embalagem: Empilhar e agrupar ou engradar perfis para transporte

Manuseio de Materiais
Linhas de fabricação de perfil HAT processam chapas leves a médias de até 3/16 polegadas de espessura, embora calibres mais finos e mais espessos também possam ser formados em equipamentos personalizados. Materiais comuns incluem:
- \ Aço laminado a frio
- \ Aço laminado a quente
- \ Aço inoxidável
- \ Alumínio
- \ Aço galvanizado
As bobinas são a maneira mais eficiente de alimentar a chapa nas máquinas de fabricação de perfil HAT. Desenroladores com assistência de desenrolamento motorizada são usados para um fluxo suave e consistente da chapa no processo.
Capacidade de Formação
A máquina de conformação de rolos do perfil HAT pode produzir larguras de flange planas superiores a 8 polegadas. Os perfis comuns incluem:
- \ Canais HAT de 3-1/2 polegadas
- \ 4 polegadas HATs
- \ 6 polegadas HAT vigas estruturais
- \ Seções de HAT arquitetônicas personalizadas
Dentro dos limites da máquina, muitas profundidades de canal e larguras de flange diferentes são possíveis ao alterar os dados de rolo. A engenharia avançada de CAD 3D calcula precisamente os suportes de rolo progressivos necessários para formar gradualmente as chapas.
Operações Secundárias
Além da seção de formação de perfil principal, a versatilidade é adicionada com operações secundárias integradas em linha:
Perfuração : As cabeças de punção pneumáticas podem perfurar furos na teia / aba Relevo : Os rolos podem imprimir logotipos, texto ou padrões nas flanges Corte : Tesouras, serras e perfuradoras rotativas cortam em comprimentos Marcação : As impressoras a jato de tinta imprimem texto personalizado e códigos de barras para identificação Contagem :Garante que cada pilha atenda às especificações do pedido Embalagem : Canais automaticamente empilhados, amarrados, embrulhados
Resumo das Principais Características
| Recurso | Detalhes |
|---|---|
| Sistema de alimentação | Desenrolador alimentado para desenrolar bobinas com um diâmetro interno máximo de 24 polegadas; Controlo de alimentação programável para larguras até 49 polegadas; Espessura da chapa até 3/16 polegada |
| Suportes de rolo | 20+ suportes na seção de formação com troca rápida; Caixas de rolamentos de alta resistência; Revestimentos de rolos de uretano |
| Largura do Perfil | Até 8 polegadas de largura nominal da flange plana |
| Profundidade do Perfil | Canais de até 8 polegadas de profundidade |
| Operações Secundárias | Punção em linha, estampagem, corte, marcação por jato de tinta |
| Equipamento de Segurança | Cortinas de luz, E-stops, bloqueios; Guardas totalmente fechadas |
| Controles de Computador | A lógica do PLC controla a produção; Programação da tela sensível ao toque HMI; Monitoramento e armazenamento de dados |
| Estrutura | Estrutura de aço soldada robusta com trilhos retificados com precisão |
Aplicações de Perfis de Chapéu
A alta relação resistência-peso dos perfis de canal de chapéu formados a frio os torna adequados para usos na construção e engenharia:
Estrutura de Enquadramento : Montantes de parede, vigas do piso, caibros do telhado, canais de guarnição Transporte : Arcos de teto de caminhão/reboque, componentes de chassi, engates Montagem Solar : Anexando painéis solares e suportes Materiais de Construção : Pinos, terças, cintas, reforços Prateleiras : Uprights, braces and beams Agricultura : Estrutura de estufa, equipamento pecuário Fabricação Geral : Suporte de transportador, mezaninos, prateleiras
Opções de materiais comuns:
- \ Aço laminado a frio: Econômico, prontamente disponível, reciclável
- \ Aço laminado a quente: Maior capacidade de carga
- \ Aço galvanizado: Resistência à corrosão para uso externo
- \ Aço inoxidável: Condições extremas, ambientes sanitários
- \ Alumínio: Leve, capacidade de carga moderada
-
Máquina de Formação de Rolo de Poste de Vinha

-
Máquina de Formação de Rolos de Purlin Sigma Auto Ajustável

-
Máquina de formação de rolos de poste vertical de rack de armazenamento Omega de reforço da seção C

-
Máquina de Formação de Rolos para Fabricação de Chapa de Caixa de Aço

-
Máquina de formação de rolo de aço em caixa para coluna de prateleira

-
Máquina de formação de rolos Pallet Racking Step Beam P Beam

-
Máquina de Formação de Rolo de Estrutura de Armário Elétrico

-
Máquina de Formação de Rolo Din Rail

-
Máquina de Formação de Rolo Vertical / Vertical









Princípio de funcionamento
O princípio de funcionamento envolve formar gradualmente uma tira de metal plana em um perfil de canal de chapéu por meio de múltiplos estágios de dobra. Esse processo de laminação a frio com matrizes progressivas evita o excesso de estresse no material, permitindo tolerâncias apertadas.
Passos chave:
- Bobina de chapa carregada em um desenrolador motorizado
- Alimentador endireita a tira e guia para os rolos iniciais
- Primeira etapa dobra rola flanges para baixo 30-90° *
- Os suportes sequenciais formam gradualmente a forma de arco
- Final dois suportes fecham arco e acabam com flanges
- Corta perfis por corte/estampagem ao comprimento
- Ângulos de rotação ajustados para controlar a elongação do material
Os controles computadorizados monitoram de perto a alimentação da folha, as RPMs do rolo e os comprimentos de corte a jusante para garantir peças de precisão.
Vantagens do Método de Formação
As máquinas de fabricação de perfil de canal de chapéu fornecem benefícios importantes além de sua capacidade de moldagem de chapa metálica:
Economia de mão de obra
: A operação automatizada minimiza os trabalhadores
Saídas Rápidas
: Produção de até 10.000 pés/hora
Flexível
: Alterações rápidas de rolo para alterar dimensões
Articulações Fortes
: As flanges dobradas permitem conexões
Economia de Material
: Otimiza o uso de material, menos desperdício de corte
Mais seguro
: Reduz lesões dos trabalhadores ao manusear folhas de material
Eficiente em energia
: Menor potência em comparação com outros processos
Eficiência de custos
: Economiza na produção em comparação com outros métodos
Limitações da Formação de Rolos
Apesar das vantagens, uma máquina de fabricação de perfil de chapéu tem limitações, incluindo:
- \ Alto custo da máquina
- \ Grandes corridas de produção necessárias para a economia
- \ Complexidade limitada em formas de perfil
- \ Experiência em chapas metálicas necessária
- \ Manutenção periódica do rolo
- \ Espaço no chão necessário
- \ Embalagem especializada ou enfardamento a jusante
Cada aplicação deve ser avaliada com base no custo total, necessidades de volume, mão de obra disponível, exigências de qualidade e considerações de instalação.
Faixa de preço
Equipamento de fabricação de perfil HAT começa em torno de $100.000 para modelos básicos, variando até $500.000 ou mais para grandes máquinas personalizadas com operações secundárias integradas.
Considerações de custo :
- \ Velocidade da linha
- \ Capacidade de largura
- \ Tamanho do perfil
- \ Espessura do material
- \ Operações secundárias
- \ Programação de computadores
- \ Personalização
- \ Revestimentos especiais
- \ Equipamento de suporte
- \ Frete de fábrica e instalação
Obtenha cotações de preços de vários fabricantes de máquinas respeitáveis para comparar suas opções. Considere fornecedores locais, bem como importações internacionais, pesando fatores como suporte, treinamento, documentação, acessibilidade à manutenção, disponibilidade de peças de reposição e proximidade.
Critérios de Avaliação do Fornecedor
Escolher o fornecedor certo de equipamentos para fabricação de perfil HAT é fundamental para o sucesso:
| Parâmetro | Importância |
|---|---|
| Qualidade de construção | Alto |
| Suporte Técnico | Alto |
| Instalações Anteriores | Alto |
| Design de Rolos de Engenharia | Médio |
| Representação Local | Médio |
| Treinamento de Funcionários | Médio |
| Disponibilidade de Peças de Reposição | Alto |
| Capacidades de Software | Médio |
| Personalização | Baixo |
| Preços | Alto |
Considerações adicionais:
- \ Anos de experiência, estabilidade financeira
- \ Verificações de referência de clientes existentes
- \ Tempo de resposta para questões de suporte
- \ Clareza da documentação e manuais
- \ Duração e abrangência da garantia
Qualifique minuciosamente os fornecedores de máquinas usando métricas como essas antes de comprar. Priorize a expertise técnica sobre o menor custo de capital para resultados a longo prazo.
Prós e Contras dos Métodos de Produção
Compare roll forming with alternate sheet metal processing choices:
| Parâmetro | Formação de rolos | Dobra de Freio de Imprensa | Extrusão |
|---|---|---|---|
| Tempo de Configuração | Médio | Longo | Médio |
| Precisão | Alto | Médio | Médio |
| Velocidade de rendimento | Rápido | Lento | Médio |
| Requisitos de trabalho | Baixo | Alto |
Instalação e Configuração
A instalação adequada e configuração de uma linha de produção de perfil HAT é essencial para a operação eficiente e qualidade de produção.
Os passos-chave incluem:
- \ Descarregar componentes do transporte de caminhão usando guindaste ou empilhadeira
- \ Montar seções da máquina juntas e ancorar no chão
- \ Nivelamento de suportes e verificação de tolerâncias de retidão/esquadro
- \ Montagem do sistema de desenrolamento da bobina e fixação ao solo
- \ Instalação de bandejas de cabos e conexão de fiação elétrica
- \ Anexando linhas e conexões hidráulicas/pneumáticas
- \ Instalando linhas de lubrificação nos rolamentos
- \ Ajustar conjuntos de rolos para parâmetros de perfil inicial
- \ Máquina de corrida lentamente para confirmar folgas de componentes
- \ Programação de software de automação para tamanhos e operações
- \ Ajuste de sensores, controles e circuitos de segurança
- \ Executando peças de comissão para validar qualidade
- \ Corrigir quaisquer problemas antes da aprovação para produção
Os fornecedores de máquinas HAT devem fornecer técnicos experientes para orientação de instalação e inspeção final de qualidade antes de liberar uma linha para operação independente. Permita vários dias para a configuração adequada.
Orientação de Operação
Operadores treinados são essenciais para operar equipamentos de fabricação de perfil HAT para evitar baixa qualidade ou danos.
Diretrizes operacionais-chave:
- \ Selecione os parâmetros do perfil no software de controle
- \ Folha de rota no alimentador e ajustar para rastreamento
- \ Alinhar guias de borda e configurações de tensão de alimentação
- \ Corra devagar para passar a folha pelos rolos
- \ Aumentar gradualmente as velocidades para atingir a taxa de produção alvo
- \ Monitorar alinhamento da tira, qualidade e comprimentos cortados
- \ Agrupe perfis e remova pilhas finalizadas
- \ Contagem de produção de documentos para rastreamento
- \ Realizar verificações/manutenção periódica de lubrificação
- \ Relatar qualquer ruído anormal, temperatura ou problemas
Melhores Práticas de Manutenção
A manutenção consistente preserva o tempo de atividade e o desempenho para formadores de rolos de canal de chapéu.
Diariamente:
- \ Inspeções visuais de guardas/ferragens/hidráulica/pneumática
- \ Aplicação de lubrificante em rolamentos/engrenagens conforme programado
- \ Validação de circuitos de segurança e paradas
- \ Monitoramento do desgaste do rolo e qualidade da peça
Mensalmente:
- \ Verificações de tensão da correia nas transmissões
- \ Verificações de integridade do fixador
- \ Limpeza completa de sujeira/resíduos
- \ Teste de comunicação sem fio
- \ Terminações elétricas verificadas quanto à estanqueidade
Trimestral:
- \ Mudança de filtragem hidráulica
- \ Mudanças de óleo da caixa de velocidades após as primeiras 250 horas
- \ Calibração de sensores e instrumentação
- \ Inspeções de cordões e cabos
- \ Teste de automação de backup/restauração
Documentar a saúde do equipamento através de registros e análise de tendências de problemas auxilia na confiabilidade.

Perguntas frequentes
Que espessura de chapa metálica pode ser formada?
- Até 3/16 polegadas de espessura é possível para aço carbono comum, mas varia com base na máquina. Espessuras mais finas/mais grossas podem ser produzidas com personalização.
Quais larguras de canal são possíveis?
- As linhas de fabricação de perfil de chapéu geralmente podem atingir cerca de 8 polegadas de largura máxima da aba plana. Pode ser possível mais largo através de engenharia especial.
Qual é a velocidade de produção?
- Os formadores de rolos HAT têm uma média de cerca de 10.000 pés lineares por hora, dependendo do tamanho do perfil acabado. A velocidade de produção também varia com base na espessura do material e na qualidade desejada.
Que operações secundárias podem ser integradas?
- As operações integradas comuns incluem perfuração de furos, logotipos em relevo, cortes de comprimentos por tesoura, impressão de marcações de identificação via jatos de tinta e contagem/embalagem automática do produto acabado.
Qual é o tempo de entrega para uma máquina de fabricação de perfil HAT?
Os prazos de entrega variam de 12 a 20 semanas em média, desde a colocação do pedido até o envio. Os prazos de entrega dependem da personalização, carga de produção e considerações de destino.


Postagens Recentes

26 de outubro de 2016
O Empreiteiro de Engenharia Mais Bem-sucedidoEntre em contato conosco para obter a cotação mais recente
Entre em contato conosco para obter a cotação mais recente. Você se verá trabalhando em uma verdadeira parceria que resulta em uma experiência incrível e um produto final que é o melhor.


Contacte-nos
Informações do Produto
Quantidade
Unidade
Peça
Apoiar a encomenda de amostras, personalização, venda por grosso direta e pagamento completo. Se o produto que procura não tiver conteúdo personalizado correspondente, preencha o formulário abaixo para nos contactar e responderemos o mais breve possível.